ΑΝΟΞΕΙΔΩΤΟΣ ΧΑΛΥΒΑΣ Ο καθαρός μας φίλος Μέρος Β
Κατηγορίες ανοξείδωτου χάλυβα
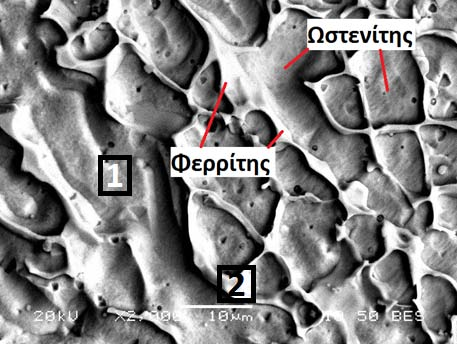
Συχνά, εάν όχι καθημερινά, οι ηλεκτροσυγκολλητές που ασχολούνται με τον ανοξείδωτο χάλυβα ακούνε ή χρησιμοποιούν τον όρο ωστενίτης ή και ίσως φερρίτης. Αυτοί είναι όροι, και κάποιοι άλλοι ακόμη, που χαρακτηρίζουν γενικά ένα σιδηρούχο υλικό και βέβαια δεν θα τους αναλύσουμε δεδομένου ότι αυτή είναι εργασία ενός μεταλλειολόγου μηχανικού ή μηχανικού συγκολλήσεων. Για τον συγκολλητή καλό είναι να γνωρίζει τι σημαίνουν αυτές οι ονομασίες που ακούει και ότι ανοξείδωτος χάλυβας δεν σημαίνει μόνο το 316 ή το 304.
Γενικά οι ανοξείδωτοι χάλυβες διακρίνονται σε πέντε μεγάλες κατηγορίες, τους:
Ωστενιτικούς
Φερριτικούς
Μαρτενσιτικούς
Ωστενοφερριτικούς ή διπλούς ή duplex
Ενισχυμένους δια θερμικής επεξεργασίας –Precipitation hardening
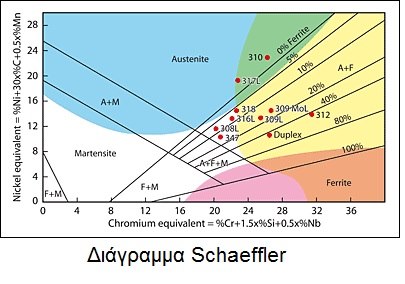
Οι κατηγορίες αυτές δημιουργούνται ανάλογα με τον τρόπο θέρμανσης και ψύξης τοῦ μετάλλου και ανάλογα με την θέση που έχουν τα διάφορα κραματικά στοιχεία στην δομή του μετάλλου όπως φαίνεται χαρακτηριστικά στο διάγραμμα Shaeffler.
Με πολύ απλοποιημένα λόγια, δημιουργούνται ανάλογα με τον τρόπο που είναι κατασκευασμένο το ¨κύτταρο¨ του μετάλλου. Όλα αυτά είναι θέματα που εξετάζει λεπτομερώς ο μηχανικός συγκολλήσεων κατά την μελέτη των απαιτήσεων μιας κατασκευής και ορίζει τόσο τον τρόπο συγκόλλησης όσο και το υλικό πλήρωσης που θα πρέπει να χρησιμοποιηθεί. Βέβαια στην απλή κατασκευαστική καθημερινότητα ο συγκολλητής πλέον, με τα χρόνια έχει αποκτήσει την εμπειρία χρήσης κάποιων υλικών πλήρωσης τα οποία όμως ενίοτε δεν είναι τα πλέον ενδεικνυόμενα. Σε πιο σύνθετες και απαιτητικές κατασκευές, εκεί πλέον θεωρείται επιβεβλημένη η παρουσία του έμπειρου μηχανικού συγκολλήσεων.
Ωστενιτικοί ανοξείδωτοι χάλυβες:
Είναι οι πλέον γνωστοί που χρησιμοποιούνται περίπου κατά 70% σε παγκόσμια χρήση σε σχέση με τους άλλου τύπου ανοξειδώτων χαλύβων. Το κύριο χαρακτηριστικό τους είναι η ύπαρξη πολύ μεγάλης ποσότητας νικελίου και μπορούν να χρησιμοποιηθούν σε ένα μεγάλο εύρος θερμοκρασιών από τους +800ο C μέχρι και τις κρυογενικές θερμοκρασίες.
Δεν μαγνητίζονται αλλά έπειτα από κάποια μηχανουργική εργασία, όπως η τόρνευσή τους, μπορεί να αποκτήσουν κάποια μικρή ικανότητα να μαγνητίζονται.
Η επεξεργασία τους δεν παρουσιάζει ιδιαίτερα προβλήματα και συγκολλούνται εύκολα. Όμως είναι δυνατόν κατά την συγκόλληση να παρουσιάσουν πρόβλημα θερμής ρηγμάτωσης. Αυτό το πρόβλημα είναι δυνατόν να συμβεί είτε από κακή γεωμετρία της ραφής είτε από την διατάραξη της ισορροπίας της δομής του μετάλλου. Την σχέση φερρίτη-ωστενίτη. Είναι σημαντικό να χρησιμοποιούνται στην κάθε περίπτωση τα κατάλληλα ηλεκτρόδια ώστε να διατηρείται η ισορροπία της δομής του μετάλλου. Τυπικό παράδειγμα η συγκόλληση υλικού τύπου 304 με ηλεκτρόδιο τύπου 308 το οποίο έχει διαφορετική κραματική σύνθεση ως προς το μέταλλο βάσης, το 304.
Κάνοντας μια παρένθεση θα πρέπει να πούμε ότι ως πρωταρχικός ανοξείδωτος χάλυβας, λαμβάνεται ο 304. Σε αυτόν προσθέτοντας ή αφαιρώντας τα διάφορα κραματικά στοιχεία δημιουργούνται όλοι οι υπόλοιποι ανοξείδωτοι χάλυβες.
Έτσι, προς παράδειγμα έχουμε:
304+Μολυβδαίνιο (Mo) = 316
304+Χρώμιο(Cr)+Νικέλιο(Ni)=309
304+Νιόβιο(Nb)+Ταντάλιο(Ta)=347
304+Χρώμιο(Cr)+Μολυβδαίνιο(Mo) –Νικέλιο(Ni)=430
304+Μαγγάνιο(Mn)+Άζωτο(N)-Νικέλιο(Ni)=201
Γίνεται επομένως αντιληπτό πόσο σημαντικό είναι να χρησιμοποιείται η κατάλληλη ποιότητα ηλεκτροδίων για την κάθε συγκεκριμένη εφαρμογή. Μια λάθος επιλογή μπορεί να οδηγήσει στην δημιουργία υλικού το οποίο να μην είναι κατάλληλο για την συγκεκριμένη εφαρμογή.
Εκτός αυτού σημαντικό εἶναι και άλλες πληροφορίες που διαβάζουμε στην ταυτότητα ενός ηλεκτροδίου. Πρός παράδειγμα ένα ηλεκτρόδιο τύπου 308L μπορεί να χρησιμοποιηθεί σε κατασκευές όπου η θερμοκρασία λειτουργίας τους φθάνει το πολύ μέχρι 800ο C ενώ ένα ηλεκτρόδιο τύπου 308H το οποίο έχει μεγαλύτερη ποσότητα άνθρακα μπορεί να χρησιμοποιηθεί σε κατασκευές όπου η θερμοκρασία λειτουργίας τους μπορεί να περάσει και τους 1000ο C.
Τα ηλεκτρόδια για ανοξείδωτους χάλυβες χαρακτηρίζονται επίσης ώς προς την πάστα τους σε βασικά ηλεκτρόδια, ηλεκτρόδια ρουτιλίου και ηλεκτρόδια κυτταρίνης.
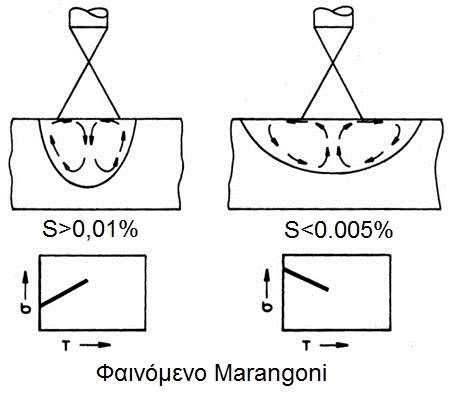
Πολύ συχνά οι συγκολλητές, κυρίως στο TIG προβληματίζονται με διάφορα ανεξήγητα που μπορεί να συμβαίνουν στην εργασία τους. Μπορεί με τις ίδιες παραμέτρους συγκόλλησης και με σταθερή τάση δικτύου ρεύματος, η οποία συχνότατα δημιουργεί προβλήματα, να αντιμετωπίζουν διαφοροποίηση στην διείσδυση, ή μια περίεργη γραμμή επάνω στην ραφή ή ακόμη λαμβάνοντας όλα τα μέτρα να εξακολουθεί να υπάρχει κάποιος κρατήρας στο τέλος της ραφής και γενικά μια συγκόλληση που σίγουρα δεν τους ικανοποιεί. Αυτά όλα είναι δυνατόν να δημιουργούνται και από την ποσότητα του θείου ή του φωσφόρου που υπάρχει στο μέταλλο. Και τα δύο θεωρούνται ανεπιθύμητες βρομιές στο μέταλλο αλλά υπάρχουν υποχρεωτικά από την χύτευση του μετάλλου.
Οι ποσότητες είναι ελάχιστες αλλά επηρεάζουν σημαντικά το αποτέλεσμα της συγκόλλησης. Χαρακτηριστικό είναι ότι μια ποσότητα θείου, μικρότερη από 0,005% δημιουργεί συγκόλληση φαρδύτερη και με μικρότερη διείσδυση ενώ περιεκτικότητα θείου μεγαλύτερη από 0,010% δημιουργεί στενότερη και βαθύτερη συγκόλληση. Αυτές οι μικροδιαφορές επηρεάζουν επίσης και την ροή του τηγμένου μετάλλου στο λουτρό τήξης με αποτέλεσμα, αποτέλεσμα όταν συγκολλούνται υλικά με την ίδια αναλογία σε θείο η συγκόλληση να είναι ομοιόμορφη και στρωμένη. Σε υλικά με διαφορετικές αναλογίες σε θείο η συγκόλληση δεν είναι ομοιόμορφη και στρωμένη. Φαινόμενο Marangoni.
Οι ωστενιτικοί ανοξείδωτοι χάλυβες διακρίνονται σε δύο μεγάλες σειρές ανάλογα με την ποσότητα του νικελίου που περιέχουν. Οι σειρές είναι η γνωστή 300 και η λιγότερο γνωστή 200:
Η σειρά 300, περιέχει ως ελάχιστη ποσότητα νικελίου 9% ώστε να διασφαλιστεί πλήρως η σταθεροποίηση του ωστενίτη και όπου ανήκει προς παράδειγμα ο 304, ο 316 και πλήθος άλλων τύπων.
Η σειρά 200, περιέχει σχετικά χαμηλά ποσοστά νικέλιο μέχρι 9%, όπου προς παράδειγμα ανήκει ο 201, o 204L, 216 και άλλοι.
Μια άλλη σημαντική διαφορά είναι ότι η σειρά 200 είναι πολύ ενισχυμένη σε μαγγάνιο και χαλκό και περιέχει επίσης ποσότητες αζώτου. Τα τρία αυτά κραματικά στοιχεία συνδυαζόμενα μεταξύ τους υποκαθιστούν τις ποσότητες του νικελίου που λείπουν και ενισχύουν την ωστενιτική δομή του μετάλλου. Από πλευράς μηχανικών και φυσικών ιδιοτήτων και οι δύο σειρές, 200 και 300, παρουσιάζουν σχεδόν τα ίδια αποτελέσματα εκτός από το όριο διαρροής όπου η σειρά 200 δίνει περίπου 40% υψηλότερη τιμή.
Επίσης μικρότερη διαφορά παρουσιάζουν και στον άνθρακα με την σειρά 200 να έχει λίγο υψηλότερα ποσοστά.
Η περιεκτικότητα του άνθρακα στους ανοξείδωτους ωστενιτικούς χάλυβες μπορεί να φθάσει μέχρι και 0,15%. Όταν όμως απαιτείται η χρήση υλικού με χαμηλά ποσοστά άνθρακα τότε επιλέγεται ένας τύπος ανοξείδωτου χάλυβα που να χαρακτηρίζεται με το γράμμα «L» το οποίο σημαίνει μικρή ποσότητα άνθρακα. Προς παράδειγμα ένα υλικό 304 μπορεί να περιέχει άνθρακα 0,08% ενώ στο αντίστοιχο 304L ο άνθρακας να είναι 0,03%. Σε κάθε περίπτωση η απόφαση χρήσης θα πρέπει να εκτιμηθεί από τον μηχανικό δεδομένου ότι ναι μεν το 304L παρουσιάζει βελτιωμένη αντιδιαβρωτική ισχύ παρουσιάζει όμως και κάπως μειωμένες μηχανικές αντοχές εν σχέσει με το 304.
Αν και η σειρά 200 έχει μειωμένη ποσότητα νικελίου γενικά θεωρείται ένα καλό ανοξείδωτο για χρήση όπου δεν υπάρχει έντονο οξειδωτικό περιβάλλον. Συνήθης χρήση του είναι στον οικογενειακό εξοπλισμό, μαγειρικά σκεύη εσωτερικός διάκοσμος πλυντήρια πιάτων και ρούχων και άλλα.
Για την ιστορία, η σειρά 200 αναπτύχθηκε κατά την διάρκεια του Β΄ΠΠ όταν το νικέλιο ήταν εξαιρετικά ακριβό υλικό και οι ερευνητές κατάφεραν να το υποκαταστήσουν με φθηνότερα κραματικά στοιχεία. Και σήμερα η σειρά 200 εξακολουθεί να είναι φθηνότερη από την 300 εξ αιτίας της μικρότερης ποσότητας νικελίου που χρησιμοποιεί.