
Additive Manufacturing | ΕΠΕΞΕΡΓΑΣΙΑ ΜΕΤΑΛΛΩΝ - ΠΛΑΣΤΙΚΩΝ
Σ’ αυτό το άρθρο γίνεται μία απόπειρα προσέγγισης μερικών Αγγλικών τεχνικών όρων και απόδοσης τους στα Ελληνικά. Δεν υπάρχουν φιλοδοξίες για μια ολοκληρωμένη δουλειά (άλλωστε δεν είναι αυτός ο στόχος) τύπου «λεξικού», αλλά για μια σταχυολόγηση λέξεων και φράσεων πολλές από τις οποίες χρησιμοποιούνται αυτούσιες (π.χ. φλας, πριφόρμ κ.λ.π.) με κίνδυνο να ενσωματωθούν τελικά στη γλώσσα μας. Παρά την εκτεταμένη (για τα πλαίσια του άρθρου) προσπάθεια να αποδοθούν στην Ελληνική ξένες λέξεις, αυτό δεν είχε την αναμενόμενη επιτυχία σε κάποιες από τις περιπτώσεις, μιας και πολλές από αυτές δύσκολα αποδίδονται μονολεκτικά, ενώ άλλες χρησιμοποιούνται από τον τεχνικό πληθυσμό της Ελλάδας στην ξένη τους μορφή μόνο.
Προκειμένου να γίνει πιο εύκολη η κατανόηση των τεχνικών όρων, στη μετάφραση δίνεται επιπλέον της αντίστοιχης Ελληνικής λέξης που είναι τονισμένη με έντονους χαρακτήρες, και μία περιγραφική ερμηνεία βασισμένη στη καθημερινή λειτουργικότητα και γνώση.
Φυσικά, πάντα είναι ευπρόσδεκτη η γνώμη των αναγνωστών όπως και κάθε υπόδειξη προκειμένου να συμπληρωθούν ή να βελτιωθούν, σε μεταγενέστερα άρθρα, τμήματα του εγχειρήματος αυτού με μοναδικό σκοπό την προαγωγή της γνώσης. Στο σημείο αυτό κρίνεται ως ζωτικής σημασίας η επιείκεια των αναγνωστών, καθόσον ο γράφων δεν είναι φιλόλογος.
Κλείνοντας την εισαγωγή, θα ήθελα να αφιερώσω το άρθρο αυτό στους σπουδαστές της μηχανολογίας, στους ανθρώπους που ασχολούνται με τα καλούπια και σ’ όσους είναι φίλοι της μάθησης γενικότερα.
Παγιδευμένος αέρας στην κοιλότητα του καλουπιού λόγω κακής εξαέρωσης ή λανθασμένης πλήρωσης του λειωμένου υλικού. Ο αέρας που παγιδεύεται δίπλα στα άκρα της κοιλότητας μπορεί να προκαλέσει ελαττώματα στην επιφάνεια του αντικειμένου, όπως σημάδια καψίματος από ταχεία συμπίεση και θέρμανση του αερίου. Ο αέρας που παγιδεύεται στο μέσον του αντικειμένου μπορεί να προκαλέσει την ελλιπή πλήρωση του απαιτώντας υψηλότερη πίεση έγχυσης για να γεμίσει η κοιλότητα.
Η θερμοκρασία περιβάλλοντος στο χώρο λειτουργίας του καλουπιού. Στη θερμοκρασία αυτή εκτίθενται τα αντικείμενα αμέσως μετά την παραγωγή τους.
Μια διαδικασία διατήρησης για ορισμένο χρονικό διάστημα ενός υλικού σε μια θερμοκρασία πλησίον, αλλά χαμηλότερη του σημείου τήξης του, έτσι ώστε να επιτραπεί η εκτόνωση των τάσεων. Η απόταση (όπως ονομάζεται η διαδικασία αυτή) χρησιμοποιούμενη σε προϊόντα καλουπιών έγχυσης εκτονώνει τις τάσεις που δημιουργούνται με την πλήρωση κοιλοτήτων, τo λανθασμένο στοίβαγμα, ή την ανόμοια ψύξη του πλαστικού.
Στις μεθόδους παραγωγής πλαστικών με εμφύσηση αέρα (φυσητά καλούπια) και με θερμοδιαμόρφωση, η παράμετρος αυτή αναπαριστά το λόγο του εμβαδού της τρέχουσας επιφάνειας ως προς την αρχική.
Δυνατότητα ελέγχου της εγχύσεως με αέριο, που επιτρέπει στο χρήστη να καθορίσει ένα εύρος πιέσεων του αερίου, για να επιτύχει την απαιτούμενη ταχύτητα ροής του λιωμένου υλικού.
Στα καλούπια έγχυσης η «κόντρα πλάκα» χρησιμοποιείται ως υποστήριξη για τις πλάκες μορφών, τις κολώνες οδήγησης και τους δακτυλίους (εικ. 1).
Στα καλούπια έγχυσης, η πίεση που εφαρμόζεται στο λειωμένο πολυμερές η οποία εξισορροπεί την πτώση πίεσης λόγω ψύξης του πλαστικού στο μπροστινό μέρος του κοχλία της πρέσας. Λέγεται δεύτερη πίεση ή πίεση «σιδερώματος».
Σε κανάλι ψύξης του καλουπιού, (το οποίο συνδέεται στο κύκλωμα ψύξης ή σταθεροποίησης της θερμοκρασίας), ρέει το ψυκτικό υγρό διαμέσου ενός καναλιού ημικυκλικής διατομής, γυρίζει λόγω του διαφράγματος και επιστρέφει στην έξοδο. Τα διαφράγματα (εικ. 2) συνήθως χρησιμοποιούνται στα αρσενικά ένθετα (ή πυρήνες), εκεί όπου οι διαστάσεις είναι ανεπαρκείς για την δημιουργία κυκλώματος ψύξης σχήματος «Π» για την απαγωγή της θερμότητας, και όπου γενικότερα η αναλογία μήκους προς διάμετρο είναι μεγάλη.

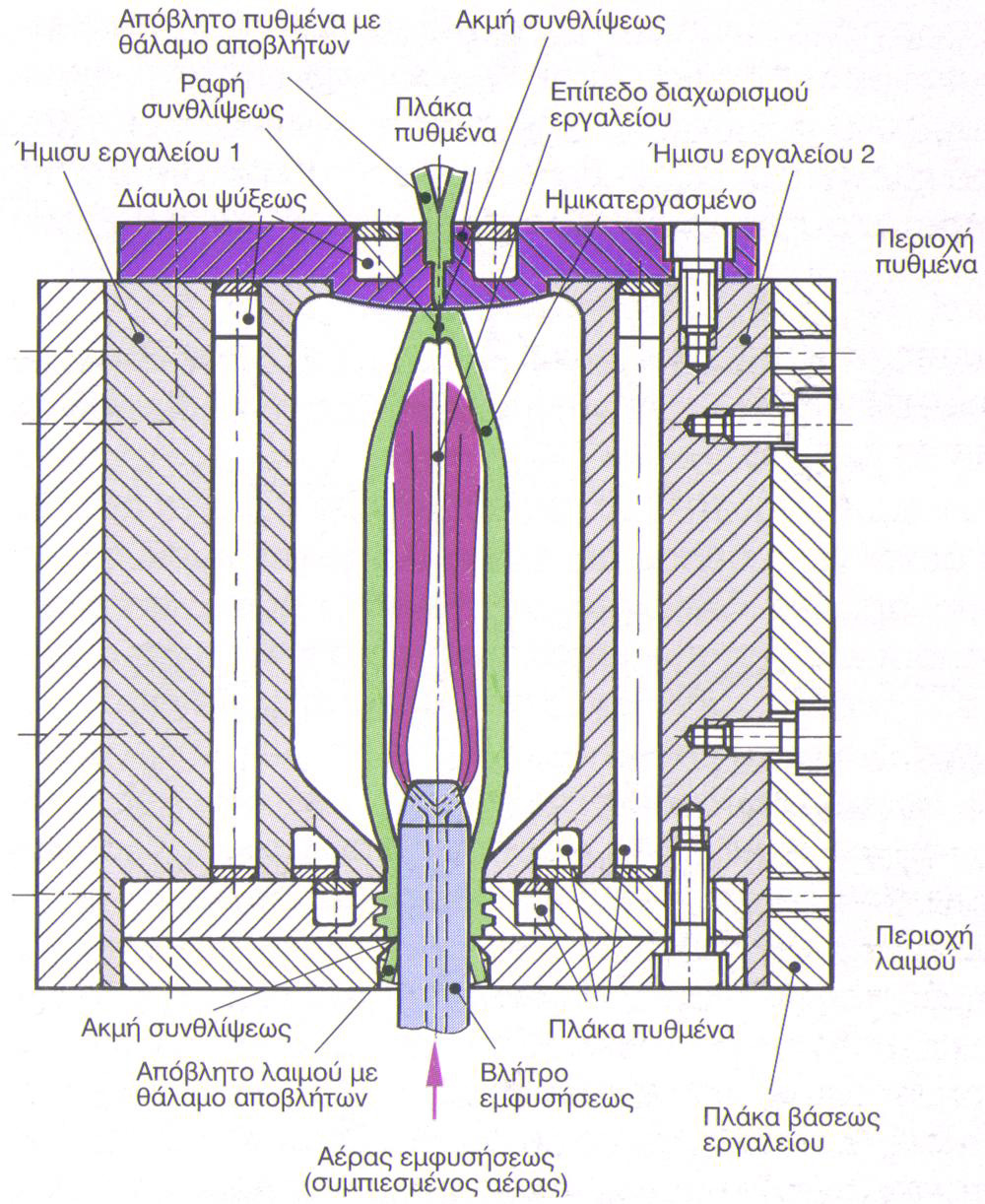
Μια διαδικασία παραγωγής κοίλων αντικειμένων, κατά την οποία ένα πρόπλασμα ημίρρευστου πλαστικού φουσκώνεται με την εφαρμογή πεπιεσμένου αέρα μέσα στην κοιλότητα του καλουπιού, όπου σταθεροποιείται στην επιθυμητή μορφή. Η διαδικασία ονομάζεται εμφύσηση και τα καλούπια που χρησιμοποιούνται «φυσητά» (εικ. 3).
Προεξοχή σε πλαστικό αντικείμενο, σχεδιασμένη ώστε να το ενισχύει, να διευκολύνει την ευθυγράμμιση του κατά τη διάρκεια της συναρμολόγησης, ή να δημιουργήσει κατάλληλη υποδοχή για βίδες, κλιπς κλπ.
Παρόμοιο με το διάφραγμα (βλ. λ. baffle) σ’ αυτό το σύστημα ψύξης, το ψυκτικό υγρό ρέει διαμέσου ενός ελικοειδούς εσωτερικού σωλήνα, και επιστρέφει στο τέλος του σωλήνα από ένα εξωτερικό ομόκεντρο δακτυλιοειδές κανάλι. Το ελικοειδές διάφραγμα (εικ. 4) χρησιμοποιείται όπως ακριβώς και το απλό διάφραγμα, προσφέροντας επιπλέον πιο ομοιόμορφη απαγωγή θερμότητας.

Ανάλυση μέσω υπολογιστή.
Κοιλότητα (συχνά ονομάζεται και «μάτι») είναι το μέρος του καλουπιού που έχει αποτυπωμένο τμήμα της μορφής του προς παραγωγή αντικειμένου και κατασκευάζεται με μηχανουργική κατεργασία σε φρέζα, τόρνο, ηλεκτροδιάβρωση βύθισης ή σύρματος, κέντρο κατεργασίας, κλπ. (εικ. 5). Ανάλογα με τον αριθμό των κοιλοτήτων, τα καλούπια χωρίζονται σε μίας κοιλότητας ή πολλαπλών κοιλοτήτων. Η πλευρά του καλουπιού που φιλοξενεί τις κοιλότητες ονομάζεται και θηλυκή πλευρά.
Η ένωση δύο επίπεδων επιφανειών με μία τρίτη υπό γωνία. Λοξοτομή ή αλλιώς και «σπάσιμο».
Ένα καλούπι άμεσης τροφοδοσίας (χωρίς διακλάδωση καναλιού τροφοδοσίας) στο οποίο η κοιλότητα γεμίζει με πλαστικό υλικό διαμέσου ενός σημείου έγχυσης που βρίσκεται στο μέσον της κοιλότητας και τη συνδέει με το ακροφύσιο με της μηχανής.
Η πλάκα συγκράτησης (εικ. 6) η οποία χρησιμοποιείται για την στερέωση του καλουπιού σε μια μηχανή έγχυσης. Το καλούπι έχει δύο τέτοιες πλάκες.

Η δύναμη κλεισίματος που εφαρμόζεται στο καλούπι από την μηχανή έγχυσης, για να κρατηθεί κλειστό, η οποία πρέπει να υπερνικήσει τη δύναμη που παράγεται από την έγχυση του ρευστού υλικού. Η δύναμη αυτή μετριέται σε τόνους ή σε kN. Αναφέρεται και ως κλειστικό της μηχανής.
Μια διαδικασία παραγωγής πλαστικών αντικειμένων με διαδοχική έγχυση (μερικές φορές γίνεται ταυτόχρονη έγχυση) δύο διαφορετικών αλλά συμβατών πολυμερών σε μία κοιλότητα. Συνδυάζοντας υλικά διαφορετικών χαρακτηριστικών και ιδιοτήτων σε ένα αντικείμενο, μπορεί να βελτιωθεί η αναλογία απόδοσης ως προς το κόστος. Σαν παράδειγμα αναφέρεται η χρήση αλεσμένου πολυμερούς στον πυρήνα, ενώ η διατήρηση την ποιότητας επιφάνειας επιτυγχάνεται με τη χρησιμοποίηση παρθένου πολυμερούς για την επιφάνεια.
Κανάλι ψύξης που βρίσκεται στις πλάκες του καλουπιού (συνήθως αυτές με τις μορφές), μέσω του οποίου ένα ρευστό μεταφοράς θερμότητας (ψυκτικό μέσο) κυκλοφορεί και ελέγχει τη θερμοκρασία στις κοιλότητες του καλουπιού (εικ. 7). Ως ψυκτικό μέσο χρησιμοποιείται νερό ή λάδι.

Πυρήνας ονομάζεται το μέρος του καλουπιού που «αντιστοιχεί» στην κοιλότητα (βλ. λ. cavity). Η πλευρά του καλουπιού που φιλοξενεί τους πυρήνες ονομάζεται και αρσενική πλευρά και ως επί το πλείστον τοποθετείται στο κινητό τμήμα της μηχανής έγχυσης.
Ο προσανατολισμός των μορίων ή των ινών στο μέσον του ρευστού. Ο προσανατολισμός του πυρήνα του ρευστού συχνότερα είναι εγκάρσιος ως προς την κατεύθυνση της ροής.
Ανάδυση του υλικού του πυρήνα, στην επιφάνεια ενός αντικειμένου που έχει παραχθεί με διαδοχική ή ταυτόχρονη έγχυση. Αυτό συμβαίνει όταν το υλικό του πυρήνα παραγκωνίζει το επιφανειακό πολυμερές μπροστά του και εμφανίζεται στην επιφάνεια. Αυτό συνήθως εμφανίζεται στις περιοχές που γεμίζουν τελευταίες.
Χημική αντίδραση ή πολυμερισμός μονομερών που σχηματίζουν ένα διασυνδεόμενο δίκτυο δεσμών το οποίο αλλάζει τις φυσικές ιδιότητες του υλικού.
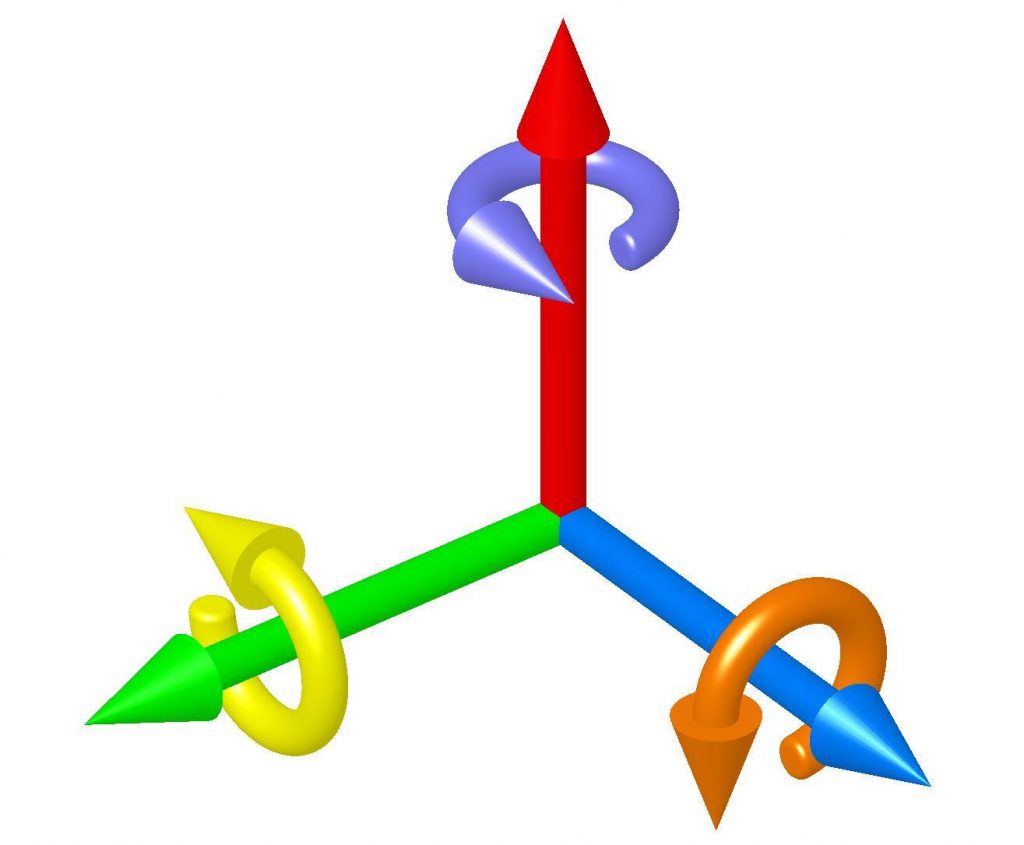
Ο όρος που χρησιμοποιείται για να περιγράψει εάν το αντικείμενο είναι ελεύθερο να μετακινηθεί στις κατευθύνσεις x, y, και z και να περιστραφεί γύρω από τους άξονες x, y, και z (εικ. 8). Συνολικά υπάρχουν έξι βαθμοί ελευθερίας βάσει των οποίων ένα αντικείμενο μπορεί να αλλάξει τη θέση και τον προσανατολισμό του.
Στην υποβοηθούμενη με αέριο έγχυση, ο χρόνος που μεσολαβεί από το τέλος έγχυσης της ρητίνης μέχρι την έναρξη έγχυσης του αερίου.
Η δυνατότητα ενός μορφοποιημένου αντικειμένου να διατηρεί τις διαστάσεις του μετά την παραγωγή του. Παράγοντες που επηρεάζουν την διαστασιακή σταθερότητα είναι οι τάσεις που απορρέουν από το ιστορικό πίεσης και θερμοκρασίας της έγχυσης, καθώς και η ακαμψία των αντικειμένων.
Ένας τρόπος σύνδεσης του καναλιού τροφοδοσίας με το αντικείμενο, όπου το κανάλι τοποθετείται παράλληλα σε μία άκρη του αντικειμένου, και μία μακριά και ρηχή πύλη διαμορφώνεται μεταξύ τους. Οι πύλες ακμής προορίζονται για να ενισχύσουν την παράλληλη ροή μέσα στην κοιλότητα.
Δύο ή περισσότερες ανόμοιες κοιλότητες καλουπιού που δουλεύουν εναλλάξ στην ίδια βάση καλουπιού.
Ένας τρόπος σύνδεσης του καναλιού τροφοδοσίας με το αντικείμενο, παρόμοιος με εκείνον της πύλης ακμής (βλ. λ. edge gate), όπου ο άξονας του καναλιού είναι κάθετος ως προς την άκρη του αντικειμένου, και μία μακριά και ρηχή πύλη διαμορφώνεται μεταξύ τους. Οι πύλες διασκορπισμού επιτρέπουν την παράλληλη ροή μέσα στην κοιλότητα.
Υλικά των όποίων η αναλογία μήκους ως προς τη διάμετρο είναι μεγάλη, (συνήθως πάνω από 25). Οι ίνες ισχυρών υλικών χρησιμοποιούνται αναμεμιγμένες με ασθενή υλικά για να τα ενισχύσουν.
Στη παραγωγή αντικειμένων μέσω έγχυσης, το διάστημα που απαιτείται για να γεμίσει η κοιλότητα με λιωμένο πλαστικό καλείται χρόνος πλήρωσης.
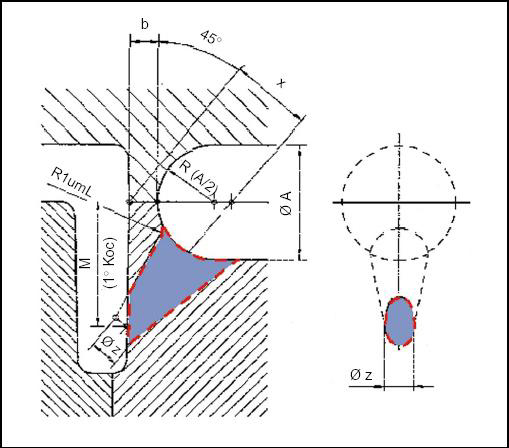
Η εφαπτομενική καμπύλωση (εικ. 9) μεταξύ δύο επιφανειών. Λέγεται και «ράδιο».

Η προοδευτική κίνηση του λειωμένου πλαστικού μέσα στο σύστημα τροφοδοσίας και στις κοιλότητες του καλουπιού.
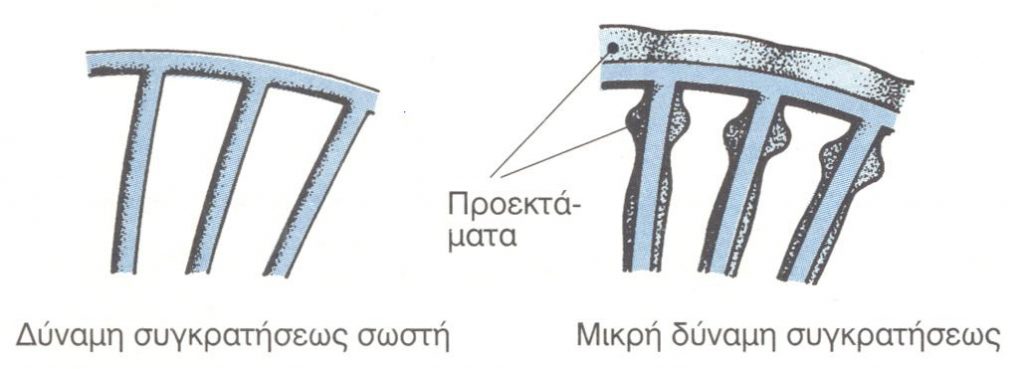
Πρόσθετο πλαστικό που εκτείνεται πέρα από τα όρια της κοιλότητας και είναι συνήθως πολύ λεπτό (εικ. 10). Το προέκταμα συμβαίνει ως αποτέλεσμα πολύ υψηλής πίεσης έγχυσης ή ανεπαρκούς δύναμης κλεισίματος, με αποτέλεσμα η επιφάνεια διαχωρισμού του καλουπιού να ανοίξει.
Η ροή είναι μια ποιοτική περιγραφή της ρευστότητας ενός πλαστικού υλικού κατά τη διάρκεια της έγχυσης.
Μήκος ροής καλείται η απόσταση από τη μπουκαδούρα του καλουπιού ως το σημείο του αντικειμένου το οποίο γεμίζει τελευταίο με λιωμένο πολυμερές.
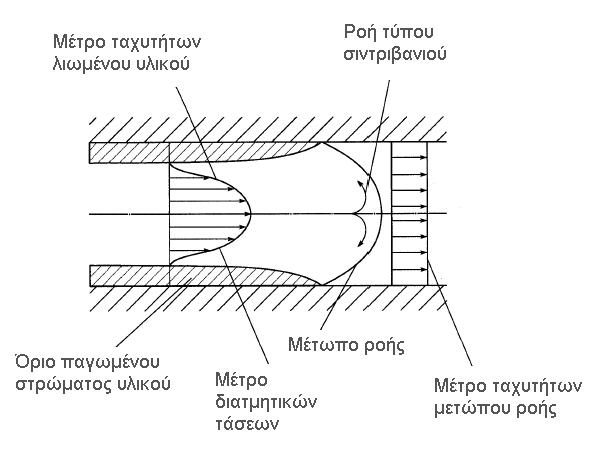
Καθώς μια κοιλότητα γεμίζει με πολυμερές, το πλαστικό στο λιωμένο μέτωπο κινείται από την κεντρική γραμμή του ρεύματος προς τα τοιχώματα των κοιλοτήτων (εικ. 11). Δεδομένου ότι η θερμοκρασία των τοιχωμάτων είναι κατά πολύ χαμηλότερη της θερμοκρασίας στερεοποίησης του πλαστικού, το υλικό που βρίσκεται σε επαφή με τα τοιχώματα ψύχεται ταχύτερα και στερεοποιείται επιτόπου. Σαν αποτέλεσμα έχουμε τη δημιουργία στρωμάτων μόνωσης σε κάθε τοίχωμα, μέσω των οποίων το νέο υλικό οδηγείται στο μέτωπο ροής και σχηματίζει το φαινόμενο της ροής τύπου «σιντριβανιού».
Gas blow-out (blow-through)
Στην υποβοηθούμενη από αέριο έγχυση, το αέριο διασπά το μέτωπο ροής, εκτονώνοντας την πίεση του με αποτέλεσμα την ελλιπή πλήρωση της κοιλότητας. Αυτό συμβαίνει κατά το στάδιο της αρχικής διείσδυσης του αερίου, όταν το λιωμένο πολυμερές γεμίζει την κοιλότητα, οδηγούμενο από την πίεση αερίου.
Η περίοδος κατά την οποία αέριο υπό πίεση εφαρμόζεται στην είσοδο αερίου.
Μια δυνατότητα ελέγχου στην έγχυση με αέριο που επιτρέπει στο χρήστη να ορίσει ένα μεταβλητό διάγραμμα πίεσης αερίου για τα στάδια κατά τη διάρκεια και μετά το γέμισμα του καλουπιού.
Μια δυνατότητα ελέγχου στην έγχυση με αέριο που επιτρέπει την συμπίεση ενός συγκεκριμένου ποσού αερίου μέσα σε έναν κύλινδρο, το οποίο κατόπιν ωθείται με τη βοήθεια ενός εμβόλου για να μετατοπίσει το λιωμένο πολυμερές στην κοιλότητα.
Στη διαμόρφωση με έγχυση, η πύλη μέσω της οποίας το λιωμένο υλικό εισέρχεται στην κοιλότητα (εικ. 12). Μερικές φορές η πύλη έχει συγκρίσιμη διατομή με αυτή του καναλιού. Συνήθως όμως, είναι αρκετές φορές μικρότερη ώστε να αυξάνει την ταχύτητα του λιωμένου υλικού.
Επιφανειακή ατέλεια που προκύπτει από τη στασιμότητα της ροής του υλικού σε μία περιοχή λεπτής διατομής, ή σε μία περιοχή αιφνίδιας αλλαγής πάχους.
Η χρονική περίοδος κατά την οποία μια επιπλέον πίεση υλικού εφαρμόζεται στο καλούπι από τον κοχλία, για να αντισταθμίσει τη συστολή του αντικειμένου στην κοιλότητα. Ουσιαστικά ο χρόνος «σιδερώματος» αρχίζει συνήθως με την πλήρωση της κοιλότητας και τελειώνει όταν η πύλη έχει παγώσει, ή όταν δεν μπορεί να εισχωρήσει στην κοιλότητα επιπλέον υλικό.
Η δυνατότητα ενός υλικού να αντέχει κρουστικές φορτίσεις.
Ουσία που επιβραδύνει τη χημική αντίδραση. Οι ανασταλτικοί παράγοντες χρησιμοποιούνται μερικές φορές σε ορισμένους τύπους μονομερών και ρητινών για να παρατείνουν τη διάρκεια αποθήκευσης τους.
Η χύτευση με έγχυση είναι μια διαδικασία παραγωγής κατά την οποία ένα θερμοπλαστικό υλικό ωθείται από έναν κύλινδρο σε μια σχετικά κρύα κοιλότητα η οποία δίνει στο αντικείμενο την επιθυμητή μορφή.
Η δύναμη που το έμβολο εγχύσεως επιβάλλει στο λιωμένο πολυμερές, και το ωθεί να γεμίσει την κοιλότητα του καλουπιού. Η πίεση έγχυσης μετριέται σε bar.
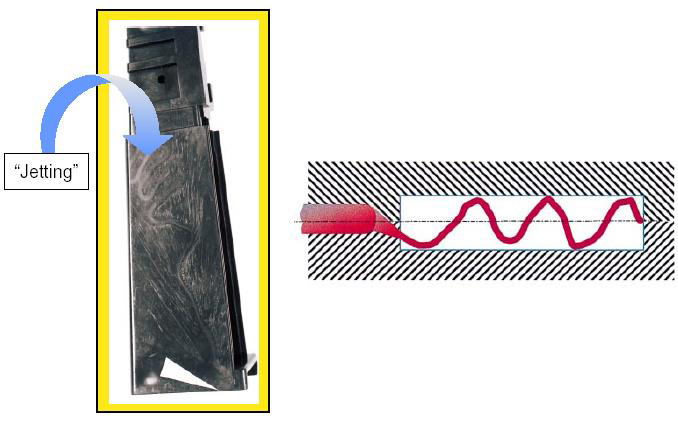
Τυρβώδης ροή του υλικού η οποία συμβαίνει όταν το λιωμένο πολυμερές ωθείται με υψηλή ταχύτητα μέσα στην κοιλότητα του καλουπιού, χωρίς προηγουμένως να έρθει αντιμέτωπο με επιφάνεια παρεκτροπής (εικ. 13).
Η διαφορά (που εκφράζεται συνήθως ως ποσοστό) μεταξύ της διάστασης της κοιλότητας του καλουπιού και της διάστασης του αντικειμένου που προκύπτει, και οφείλεται στη συστολή λόγω ψύξης του πολυμερούς.
Η διατομή του μετώπου ροής του κινούμενου υλικού.
Η μέση ταχύτητα του κινούμενου υλικού, η οποία ισούται με το ρυθμό έγχυσης διαιρούμενη με την διατομή του μετώπου ροής σε δεδομένη χρονική στιγμή.
Melt mass flow rate (MFR)
Βιομηχανικό πρότυπο που δείχνει το πόσο εύκολα ρέει ένα υλικό. Οι υψηλότερες τιμές δείχνουν ότι το λιωμένο υλικό ρέει ευκολότερα. Ο ρυθμός ροής λιωμένου υλικού μετριέται σε γραμμάρια ανά 10 λεπτά (g/10 min) υπό δεδομένο φορτίο δοκιμής (kg) και σε ορισμένη θερμοκρασία (0C).
Η θερμοκρασία στην οποία το πλαστικό θερμαίνεται κατά τη διάρκεια της διαδικασίας έγχυσης. Μετριέται στο μπροστινό τμήμα του κοχλία.
Το βάρος που τίθεται στις συσκευές μέτρησης του ρυθμού ροής λιωμένου υλικού προκειμένου να ωθηθεί η ρητίνη μέσω κατάλληλης μήτρας. Μετριέται σε χιλιόγραμμα (kg).
Η θερμοκρασία στον κύλινδρο της συσκευής μέτρησης του ρυθμού ροής λιωμένου υλικού. Είναι η θερμοκρασία που χρησιμοποιείται για να λειώσει τη ρητίνη για τη μέτρηση αυτή, και μετριέται σε βαθμούς Κελσίου (0C).
Το μέτρο ελαστικότητας είναι η αναλογία της τάσης προς την καταπόνηση σε ένα υλικό που είναι ελαστικά παραμορφωμένο.
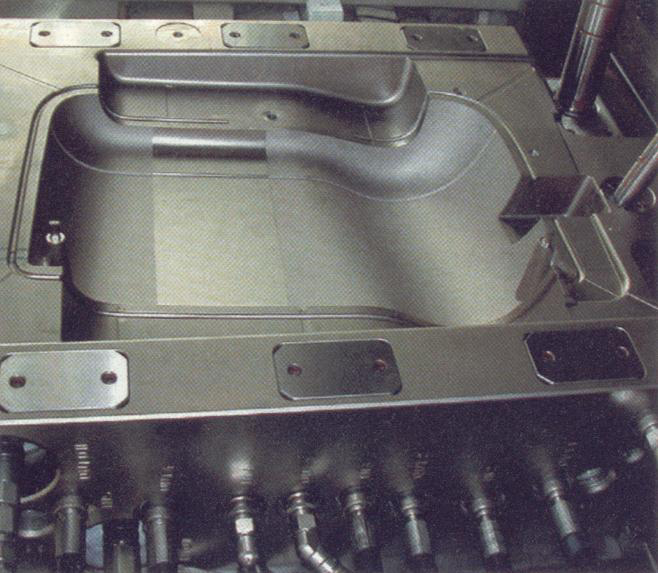
Καλούπι ονομάζεται η κοιλότητα ή η μήτρα στην οποία συντελείται η χύτευση πλαστικών
(και όχι μόνο) αντικειμένων (εικ. 14). Υπό τον όρο καλούπι, περιλαμβάνεται και όλο το συναρμολόγημα των μερών που λειτουργούν συλλογικά για τη διαδικασία της έγχυσης (ψύξη, εξόλκευση, κ.λ.π.).

Ένα τμήμα του καλουπιού φτιαγμένο από διαφορετικό συνήθως υλικό από ότι η βάση του καλουπιού, το οποίο τοποθετείται στο συναρμολόγημα για ειδικό σκοπό. Παραδείγματος χάριν, στο ένθετο μπορεί να χρησιμοποιηθεί υλικό μεγαλύτερης θερμικής αγωγιμότητας έτσι ώστε να αυξηθεί ο ρυθμός απαγωγής θερμότητας.
Αυτό το στάδιο αρχίζει όταν το καλούπι ανοίγει και τελειώνει όταν κλείνει για να αρχίσει ο επόμενος κύκλος λειτουργίας.
Η θερμοκρασία καλουπιού μετριέται στην επιφάνεια του καλουπιού που είναι σε επαφή με το πολυμερές, ή προσεγγιστικά από τη θερμοκρασία του ψυκτικού μέσου.
Η μεγάλη πλάκα στερέωσης μιας μηχανής έγχυσης στην οποία το κινούμενο μισό του καλουπιού ασφαλίζεται κατά τη διάρκεια της λειτουργίας. Η κινητή πλάκα στερέωσης (ή κινητό «πλατό» όπως αλλιώς ονομάζεται) εκτελεί την διαδρομή της είτε από ένα υδραυλικό έμβολο, ή από έναν αρθρωτό μηχανισμό.
Ένα καλούπι με δύο ή περισσότερες μορφές (εικ.15). Σε ένα καλούπι πολλαπλών κοιλοτήτων έχουμε παραγωγή αντίστοιχου αριθμού τεμαχίων ανά κύκλο λειτουργίας.

Εικ. 1: Κόντρα πλάκα καλουπιού έγχυσης
Εικ. 2: Διαφράγματα ψύξης
Εικ. 3: Καλούπι εμφύσησης
Εικ. 4: Ελικοειδές διάφραγμα
Εικ. 5: Κοιλότητα καλουπιού έγχυσης
Εικ. 6: Πλάκες συγκράτησης
Εικ. 7: Κανάλι ψύξης σε καλούπι έγχυσης
Εικ. 8: Οι έξι βαθμοί ελευθερίας
Εικ. 9: Εφαπτομενική καμπύλωση
Εικ. 10: Προεκτάματα σε πλαστικό αντικείμενο
Εικ. 11: Ροή τύπου «σιντριβανιού»
Εικ. 12: Πύλη τροφοδοσίας αντικειμένου
Εικ. 13: Τυρβώδης ροή πλαστικού
Εικ. 14: Καλούπι παραγωγής πλαστικών αντικειμένων
Εικ. 15: Καλούπι πολλαπλών κοιλοτήτων