
Additive Manufacturing | ΕΠΕΞΕΡΓΑΣΙΑ ΜΕΤΑΛΛΩΝ - ΠΛΑΣΤΙΚΩΝ
Following the introduction of the new generation AUTOSORT® within TOMRA Recycling’s Symphony of all Sorts campaign, the company now gives more insight into its engineering advancements made to its FLYING BEAM® technology. Philipp Knopp, Product Manager at TOMRA Recycling, details the new version from a technical and customer perspective.

TOMRA has developed various innovative technologies over the years, including FLYING BEAM®. Can you explain what this technology is used for and how it works?
Philipp Knopp: At TOMRA, we continuously develop pioneering technologies and introduced the first version of our patented FLYING BEAM® technology in 2012. Only recently, we launched its latest version with the market introduction of our new generation AUTOSORT® in our live launch event on June 9.
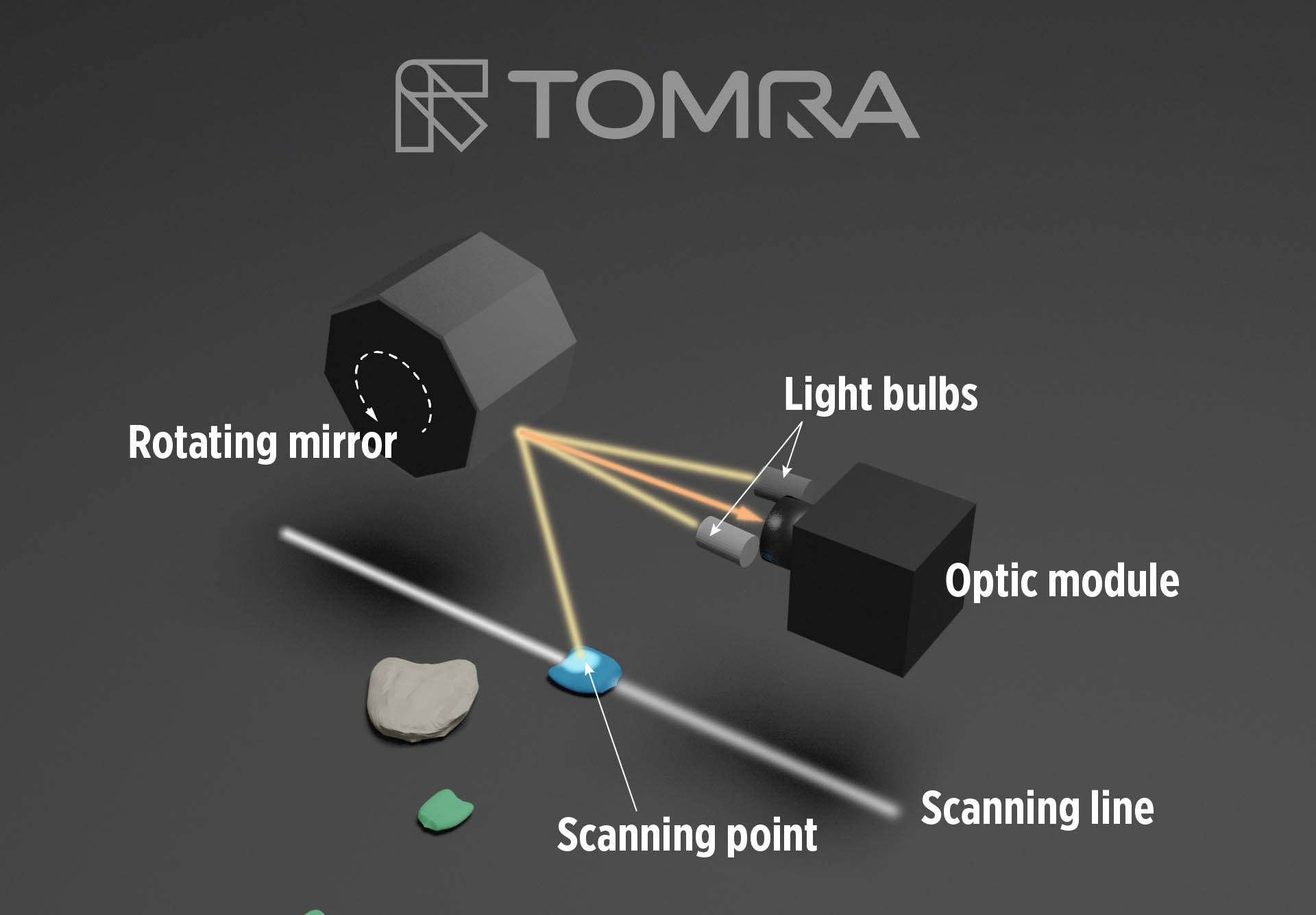
FLYING BEAM® is our core technology and guarantees a homogenous light distribution across the entire conveyor belt, thus leading to better detection of materials and consistent sorting performance. Uniquely and unlike conventional illumination technology, FLYING BEAM® is not positioned outside the sorting system but directly inside the scanner, where the lamps are protected from any contamination that could negatively affect belt illumination. During operation, the integrated high-performing lamps shine on a rotating mirror, which in turn distributes the light homogenously over the entire belt. The light emitted by the lamps then penetrates and gets absorbed by the materials transported on the fast-moving conveyor belt. Only partial light (non-absorbed light) is reflected to the rotating mirror and passed on to the sensor, which then detects the specific wavelength of light in near infrared. In the following step, algorithms classify the material, decide whether to eject or drop the material, and send the respective signal to the machine’s valves which sort the material accordingly. By our illumination unit covering the entire belt, no information gets lost and classification is enhanced to get the purest sorting results.
Is TOMRA’s FLYING BEAM® technology applicable for all your machines and applications?
Philipp Knopp: Current waste streams are changing rapidly and differ from country to country, depending on their individual waste management systems and infrastructures. These dynamics make it imperative to have technologies in place that can classify various materials and generate pure and high-quality sorting results. Our FLYING BEAM® technology is not only unique in its set-up, but it is versatile in usage and can be reliably applied across almost all applications, ranging from municipal solid waste (MSW) and household waste to deinking and polymer applications (dry recyclable, PET, PP, etc.). Even dusty environments don’t impair the performance of the illumination unit as it is enclosed in the scanner box. Light or easily flammable materials can be processed safely since the illumination setup stays cool and doesn’t pose a fire hazard.
Because of the technology’s outstanding, field-proven (more than 6000 units installed) and highly efficient features, we made it our base technology of almost all our sensor-based sorting machines, including our flake sorting solutions AUTOSORT® FLAKE and INNOSORT FLAKE. Especially in flake sorting applications, ensuring consistently precise separation of materials as small as 2 mm is a prerequisite for providing high quality materials to recyclers for further processing. With our FLYING BEAM® technology we provide the ideal solution to these challenges.

TOMRA recently launched the new generation AUTOSORT® that features the next level FLYING BEAM® technology. Which improvements have been made compared to the previous version?
Philipp Knopp: Today, improvements are happening at a fast pace as there is an unprecedented need to respond to both current and future requirements, which affect both the market and our customers. To achieve greater levels of material recovery, we continuously optimize our solutions, including our long-established FLYING BEAM® technology. Our latest update, released with our new generation AUTOSORT®, provides even stronger light source and distribution. The advancements are amazing: compared to the previous generation, FLYING BEAM® now provides 100% more light and even 400% in contrast to our very first version of AUTOSORT® working with external light arms. This amplified output has nearly doubled the light intensity and maximized the signals that return to the sensor after penetrating the material, while maintaining the same energy consumption. What makes FLYING BEAM® in our latest generation AUTOSORT® so special is its combination with our SHARP EYE technology, which is now incorporated as standard in the latest AUTOSORT®. This combination bundles the light of the internal lamps to identify chemical property differences and the finest molecular differences of the material. As a result, more material information is gathered, and greater sorting accuracy is realized. Translated into figures, we can proudly state that, depending on the application, product quality levels increase between 2-5%. Moreover, pilot projects proved that higher recovery rates can be realized. Summing up, our new FLYING BEAM® technology allows for more materials to be turned into high quality products again.
How does FLYING BEAM® differ from conventional technology?
Philipp Knopp: The most remarkable and important difference is our integrated light source positioned inside the system’s scanner. Conventional technologies on the market rely on external lamp boxes, which poses several issues. First, they attract dust, which decreases light intensity on the belt and, in turn, can affect the sorting accuracy. These exterior lamps also require routine cleaning, which results in hours of machine downtime and lost productivity. Second, conventional systems use an array of dozens of lamps, which even slightly differ in light spectrum and generate an unbalanced light distribution. An extended number of lamps undoubtedly heightens the risk of lamp failure and, thus, maintenance efforts. Experience has shown us that whether external lamps are exchanged or removed for cleaning, they are not always put back into the correct position and angle, which ultimately decreases light intensity, adversely affecting the detection of materials. Operators can prevent these occurrences when opting for FLYING BEAM®. Based on its limited number of easily accessible lamps and integrated lamp power monitoring system, our customers benefit from convenient maintenance and receive alerts when a lamp fails. Consequently, the operator can rapidly replace the lamp and reduces machine downtime.
Another differentiating factor is the risk of fire. External light sources are far more dangerous than our technology, since they generate high heat and can pose a fire hazard in waste sorting applications. Thus, positioning the lamps inside the scanner provides the advantage of always having clean lamps, which provides optimal light intensity and protects from fire hazard, since lighter materials like foils do not get stuck to the outer box and potentially catch fire.
In the end, integral lamps deliver many more benefits and reduces the potential of poor sorting performance.
You named a lot of advancements, but what does it mean for your customers?
Philipp Knopp: First, by means of an intensified light source, more information can be extracted from the materials, analyzed and used to make a fact-based decision as of what material to keep or to sort out. More light results in more information and more precise sorting. Our first experiences in deinking from mixed waste have shown that by means of our new technology purity levels of >95-96% can be achieved. This is much more compared to what can be attained by manual sorting. However, the advancements made are not limited to a single application only. For instance, good results have also been achieved in multilayer and thermoform sorting and further applications that are equally promising.
Furthermore, customers profit from simple maintenance and can monitor both the lamps and the sensors. In this way, operators can continuously check the condition of the sorting system, see whether the system is running under optimal conditions and intervene if there are any deviations. Since the lamps’ aging process is also monitored, customers can change the lamps as soon as they are alerted about lamp failure and counteract a decline in performance. Considering the NIR sensor, which is very sensitive to temperature shifts, customers benefit from the technology’s continuous calibration. In very difficult environments, temperatures vary from 8 degree to 28 degrees, which can negatively impact the sensor’s signals and thus the entire sorting result. Our continuous calibration counteracts these effects by adjusting the sensor to the respective temperatures. Thanks to this outstanding feature, losses can be considerably prevented.
FLYING BEAM® also proves to be very energy efficient as we use fewer lamps than conventional systems. Energy savings of 70-80%, corresponding to a cost saving of a few hundred euros for sorting systems with several sorting machines, are achieved. Additionally, FLYING BEAM® helps to contribute to a smaller carbon footprint for the plant, which is imperative in the age of climate change and adds to the plant’s economical credentials.
In conclusion, our unique FLYING BEAM® technology provides indispensable features supporting businesses in achieving their goal of high recovery rates across numerous waste streams.
About TOMRA Sorting Recycling
TOMRA Sorting Recycling designs and manufactures sensor-based sorting technologies for the global recycling and waste management industry. Over 6,000 systems have been installed in more than 100 countries worldwide.
Responsible for developing the world’s first high capacity near infrared (NIR) sensor for waste sorting applications, TOMRA Sorting Recycling remains an industry pioneer with a dedication to extracting high purity fractions from waste streams that maximize both yield and profits.
TOMRA Sorting Recycling is part of TOMRA Sorting Solutions which also develops sensor-based systems for sorting, peeling and process analytics for the food, mining and other industries.
TOMRA Sorting is owned by Norwegian company TOMRA Systems ASA, which is listed on the Oslo Stock Exchange. Founded in 1972, TOMRA Systems ASA has a turnover of around €876m and employs ~4,000 globally.
For more information on TOMRA Sorting Recycling visit www.tomra.com/recycling