
Additive Manufacturing | ΕΠΕΞΕΡΓΑΣΙΑ ΜΕΤΑΛΛΩΝ - ΠΛΑΣΤΙΚΩΝ
Ονομαστικό πάχος καλείται το πάχος του αντικειμένου, κατά μήκος του επιλεγμένου μήκους ροής (ή του μεγαλύτερου τμήματος του, εάν το πάχος ποικίλει).
Το κοίλο μεταλλικό εξάρτημα που είναι βιδωμένο στο άκρο εξώθησης του θαλάμου θέρμανσης (φούρνου) μιας μηχανής έγχυσης. Στόχος του ακροφυσίου είναι μέσω πίεσης να δημιουργήσει μια στεγανή σύνδεση μεταξύ του θαλάμου θέρμανσης και του καλουπιού.
Η κατεύθυνση του κύριου άξονα ενός πολυμερούς μορίου ή μιας ίνας του πλαστικού ονομάζεται προσανατολισμός.
Μια περιοχή (κοιλότητα υπερχείλισης) που δημιουργεί πρόσθετο όγκο για να φιλοξενήσει τη ρητίνη που μετατοπίζεται από το εισερχόμενο αέριο στην με αέριο υποβοηθούμενη διαδικασία εγχύσεως.
Το κοίλο ημίρρευστο πλαστικό από το οποίο το αντικείμενο μορφοποιείται με εμφύσηση (λέγεται και σωλήνας).
Ο συνολικός όγκος όλων των κοιλοτήτων. Ο όγκος των αντικειμένων μπορεί να υπολογιστεί από ένα σχεδιαστικό πρόγραμμα για ψηφιακά μοντέλα, ενώ για τα υλικά μοντέλα δίνεται από το βάρος τους δια την πυκνότητα τους.
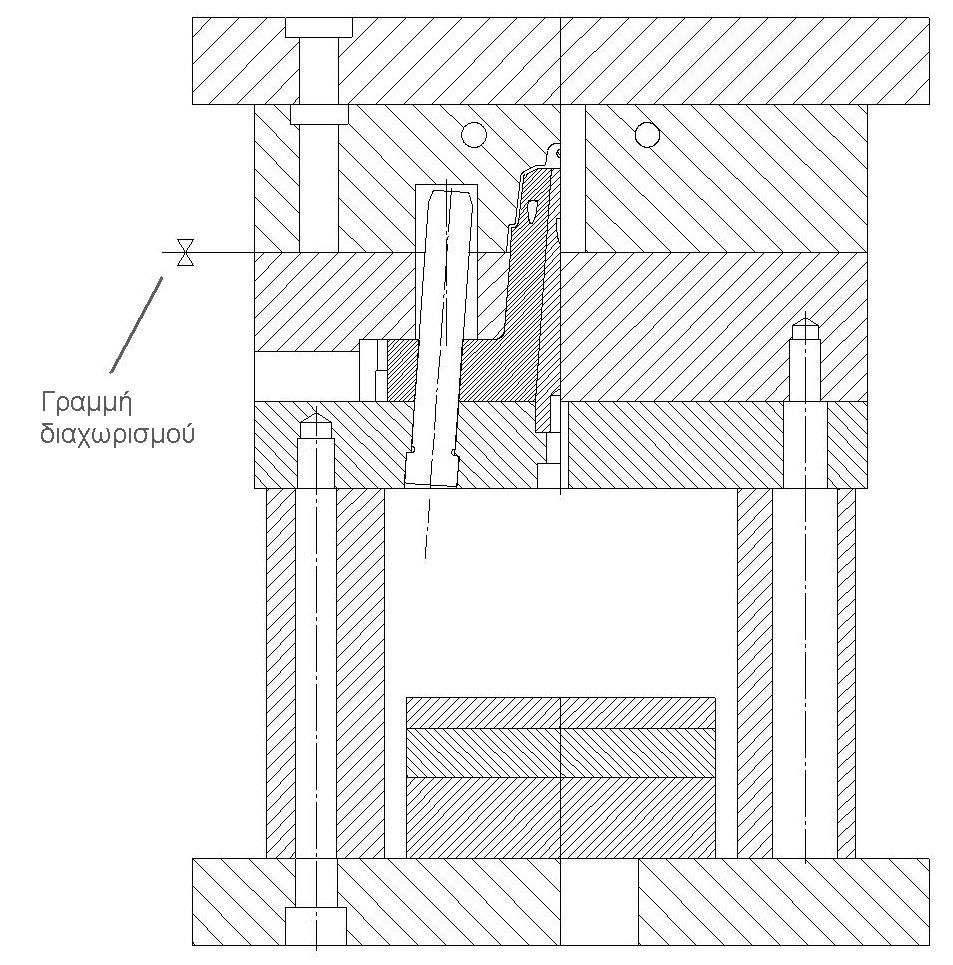
Σ’ ένα δισδιάστατο σχέδιο, γραμμή διαχωρισμού ονομάζεται η ευθεία (σε αρκετές περιπτώσεις τεθλασμένη ή και καμπύλη) γραμμή όπου τα δύο μισά του καλουπιού ανοίγουν (εικ. 16).
Σ’ ένα τρισδιάστατο μοντέλο, επιφάνεια διαχωρισμού είναι η επιφάνεια εκείνη η οποία χωρίζει τα δύο μισά του καλουπιού.
Η ικανότητα ενός ρευστού να κινηθεί δια μέσου ενός πορώδους υλικού. Όσο μεγαλύτερη η διαπερατότητα, τόσο ευκολότερη η ροή του ρευστού.
Στα καλούπια διαμόρφωσης με εμφύσηση, οι υπερυψωμένες άκρες της περιφέρειας της κοιλότητας που σφραγίζουν τα ανοικτά άκρα του αντικειμένου και αποκόπτουν το υπερβάλλον υλικό του προπλάσματος από το αντικείμενο, λέγονται ακμές συνθλίψεως ή μαχαίρια.
Μια ομάδα πολυμερών κατασκευασμένη από σχετικά απλές μονάδες τα μονομερή, τα οποία πολυμερίζονται μέσω μιας χημικής διαδικασίας. Αν και ο όρος “πλαστικά” έχει χρησιμοποιηθεί ελεύθερα ως συνώνυμο για τα πολυμερή και τις ρητίνες, τα πλαστικά αντιπροσωπεύουν γενικά τα πολυμερικά μείγματα που σχηματίζονται με πλαστικοποιητές, σταθεροποιητές, υλικά πληρώσεως, και άλλες πρόσθετες ουσίες, προκειμένου να βελτιωθεί η επεξεργασιμότητα και η απόδοση τους.
Χημικός παράγοντας που προστίθεται σε πλαστικές ουσίες για να τις καταστήσει μαλακότερες και πιο εύκαμπτες. Αποδίδεται συνήθως με τον όρο πλαστικοποιητής.
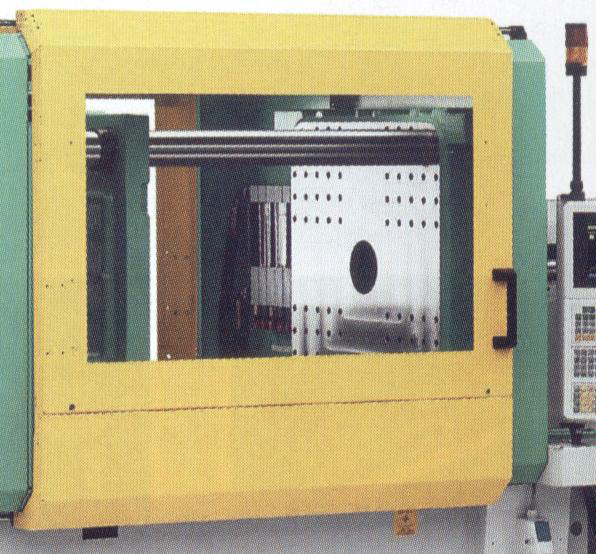
Οι μεγάλες πλάκες στερέωσης μιας μηχανής έγχυσης (ή αλλιώς «πλατό»), στις οποίες τα δύο μισά του καλουπιού ασφαλίζονται κατά τη διάρκεια λειτουργίας (εικ. 17).
Πολυμερές ονομάζεται μια οργανική ένωση μεγάλου μοριακού βάρους, φυσική ή συνθετική, η δομή της οποίας είναι μια μακριά αλυσίδα επαναλαμβανόμενων μικρών μονάδων (μονομερή), με πρόσθετες χημικές ομάδες να σχηματίζουν κλάδους κατά μήκος της αρχικής αλυσίδας του μορίου.
Πολυμερισμός είναι η χημική αντίδραση στην οποία τα μόρια ενός μονομερούς συνδέονται μεταξύ τους για να σχηματίσουν μεγάλα μόρια των οποίων το μοριακό βάρος είναι πολλαπλάσιο αυτού της αρχικής ουσίας.
Η αναλογία του κενού όγκου του πολυμερούς σε μια πλήρη κοιλότητα ως προς τον όγκο της κοιλότητας, καλείται πορώδες.
Η διάρκεια μεταξύ της πλήρωσης της κοιλότητας και του ανοίγματος του καλουπιού.
Στα καλούπια συμπίεσης, ένας συμπυκνωμένος σβόλος της σκόνης του προς διαμόρφωση υλικού αποτελεί το πρόπλασμα (προφόρμα). Στα καλούπια εμφύσησης ένα προ-μορφοποιημένο με έγχυση αντικείμενο, θερμαίνεται και παρεμβάλλεται σε καλούπι για φούσκωμα (σε φουσκωτική μηχανή) προκειμένου να πάρει την τελική του μορφή (εικ. 18).

Πίεση καλείται η κάθετη δύναμη ανά μονάδα επιφανείας. Στην έγχυση λεπτών πλαστικών αντικειμένων, η πίεση είναι ανεξάρτητη από την κατεύθυνση του πάχους, αλλά εξαρτάται από τις συντεταγμένες χώρου και χρόνου. Στην αρχή της πλήρωσης, η πίεση είναι μηδέν παντού στο καλούπι. Η πίεση σε ένα συγκεκριμένο σημείο αρχίζει να αυξάνεται αφότου φθάσει το μέτωπο λιωμένου υλικού σε εκείνη την θέση, και συνεχίζει να αυξάνεται καθώς το μέτωπο λιωμένου υλικού κινείται πέρα από αυτό το σημείο λόγω του αυξανόμενου μήκους ροής μεταξύ αυτής της συγκεκριμένης θέσης και του μετώπου λιωμένου υλικού.
Η διαφορά πίεσης από μια θέση σε άλλη, είναι η δύναμη που ωθεί το λιωμένο πολυμερές να ρεύσει κατά τη διάρκεια της πλήρωσης.
Μεταβολή πίεσης είναι η διαφορά πίεσης δια της απόστασης μεταξύ δύο θέσεων. Το πολυμερές υλικό κινείται πάντα στην κατεύθυνση της αρνητικής μεταβολής πίεσης, από την υψηλότερη πίεση προς τη χαμηλότερη πίεση.
Η συνολική προβαλλόμενη περιοχή από όλες τις κοιλότητες στο επίπεδο διαχωρισμού.
Racetrack effect
Η τάση του λιωμένου πολυμερούς να ρέει κατά προτίμηση σε παχύτερες περιοχές. Αυτό μπορεί να οδηγήσει σε παγίδευση αέρα στις ενδιάμεσες περιοχές.
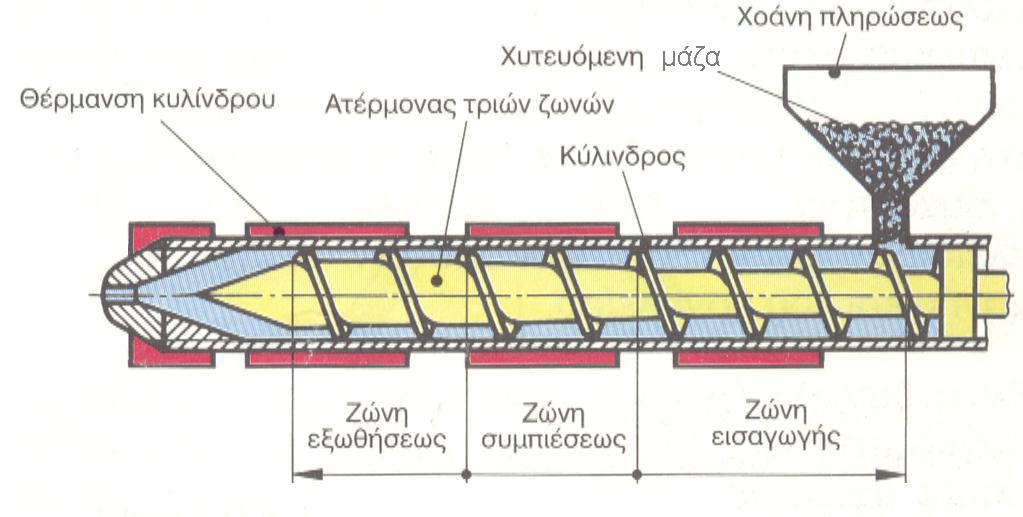
Ένα σύστημα εξώθησης στο οποίο ο κοχλίας καθώς περιστρέφεται ωθείται προς τα πίσω από το λιωμένο πολυμερές που πλαστικοποιείται, και απελευθερώνει χώρο μπροστά του, ο οποίος χώρος αναπληρώνεται από πλαστικό (εικ. 19). Όταν ικανοποιητική ποσότητα λιωμένου υλικού συσσωρευτεί, ο κοχλίας κινείται προς τα εμπρός σαν έμβολο και ωθεί το υλικό μέσω του ακροφυσίου με υψηλή ταχύτητα.
Αντιπροσωπευτικός ρυθμός διάτμησης καλείται η αναλογία της διατμητικής τάσης των τοιχωμάτων προς το ιξώδες, μέγεθος που χαρακτηρίζει την αντίσταση του πολυμερούς σε συγκεκριμένη θέση. Δεδομένου ότι ο ρυθμός διάτμησης τροποποιείται από το πάχος, ο αντιπροσωπευτικός ρυθμός διάτμησης δίνει μια εικόνα της κατανομής του ρυθμού διάτμησης χωρίς να εξεταστεί οποιοδήποτε σημείο του πάχους του πλαστικού. Ο αντιπροσωπευτικός ρυθμός διάτμησης μπορεί να χρησιμοποιηθεί για να προσδιοριστούν περιοχές υψηλού ρυθμού διάτμησης και θέρμανσης λόγω τριβής.
Οι παραμένουσες τάσεις προκαλούνται στο χυτευόμενο αντικείμενο κατά τη διαδικασία ψύξης του και είναι τάσεις ροής ή θερμικές. Ενεργούν στο αντικείμενο όπως και οι εξωτερικές δυνάμεις. Εάν οι παραμένουσες τάσεις είναι αρκετά ισχυρές ώστε να υπερνικήσουν τη δομική ακεραιότητα του αντικειμένου, τότε θα προκαλέσουν σε αυτό στρεβλώσεις ή ραγίσματα.
Οποιαδήποτε κατηγορία στερεών ή ημιστερεών οργανικών προϊόντων φυσικής ή συνθετικής προέλευσης, γενικά μεγάλου μοριακού βάρους. Οι περισσότερες ρητίνες είναι πολυμερή.
Στην υποβοηθούμενη με αέριο χύτευση έγχυσης, ένα μέρος του προσδιορισμένου χρόνου πλήρωσης κατά το οποίο η ρητίνη ρέει στην κοιλότητα.
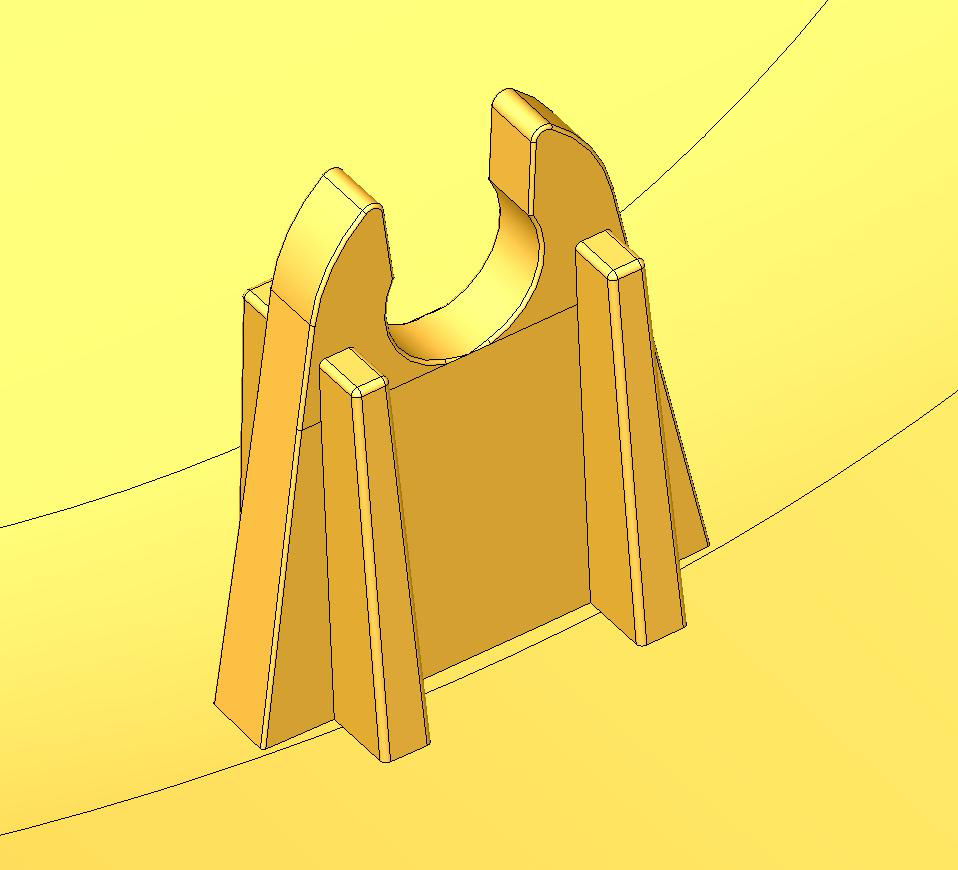
Ένα τμήμα ενίσχυσης της ακαμψίας (εικ. 20). Λέγεται επίσης και νεύρο ή αντηρίδα.
Μια δισκοειδής πύλη χρησιμοποιούμενη συνήθως σε κυκλικά αντικείμενα.
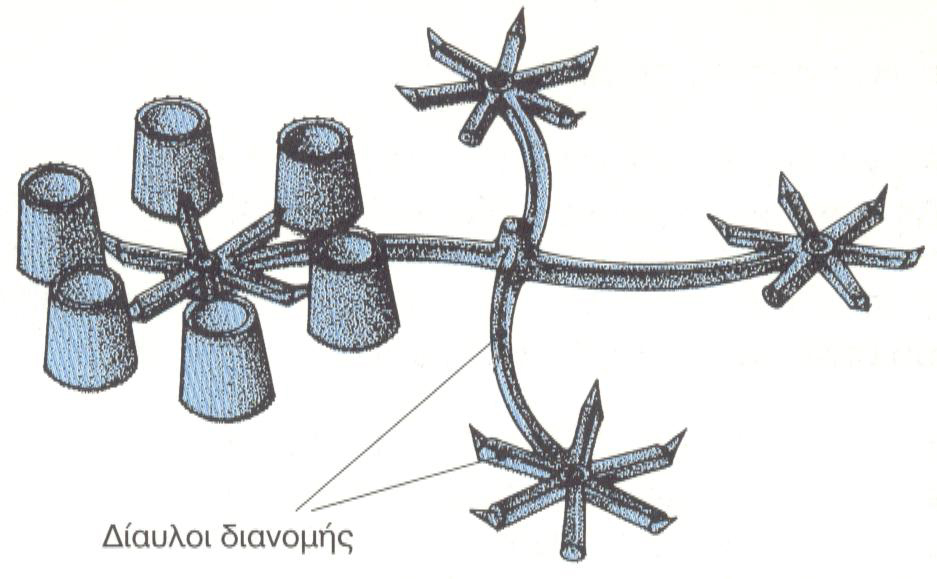
Ο δίαυλος διανομής ή κανάλι είναι το μέρος του καλουπιού που συνδέει το ακροφύσιο της μηχανής με τις πύλες των κοιλοτήτων (εικ. 21). Εάν η διατομή του δεν είναι κυκλική, τότε η αναλογία πλάτους προς πάχος πρέπει να είναι κοντά στο 1, ώστε να διευκολύνεται κατά το δυνατόν η ροή.
Όλες οι πιθανές επιδράσεις (όπως δύναμη ή μετατόπιση) που θα προκαλέσουν παραμόρφωση ενός αντικειμένου κατά τη διάρκεια λειτουργίας του. Η λειτουργική φόρτιση δεν περιλαμβάνει τις παραμένουσες τάσεις (βλ. λ. residual stress) που προκαλούνται λόγω της διαδικασίας χύτευσης.
Ρυθμός διάτμησης είναι η παράγωγος της ταχύτητας ως προς το πάχος, η οποία μηδενίζεται στο μέσον του πάχους του αντικειμένου (ή του καναλιού διανομής) και στις στερεοποιημένες στοιβάδες του υλικού. Ο ρυθμός διάτμησης λαμβάνει τη μέγιστη του τιμή κατά μήκος του υλικού που βρίσκεται μεταξύ του παγωμένου και του ρευστού στρώματος.
Διατμητική αντοχή είναι η ικανότητα ενός υλικού να αντιστέκεται σε διατμητικές τάσεις, ή η τάση στην οποία ένα υλικό αστοχεί λόγω διάτμησης.
Η εφαρμοσμένη δύναμη ανά μονάδα επιφανείας που προκαλεί το γλίστρημα των στρωμάτων υλικού το ένα κατά μήκος του άλλου ή κατά μήκος των τοιχωμάτων της κοιλότητας του καλουπιού, ονομάζεται διατμητική τάση.
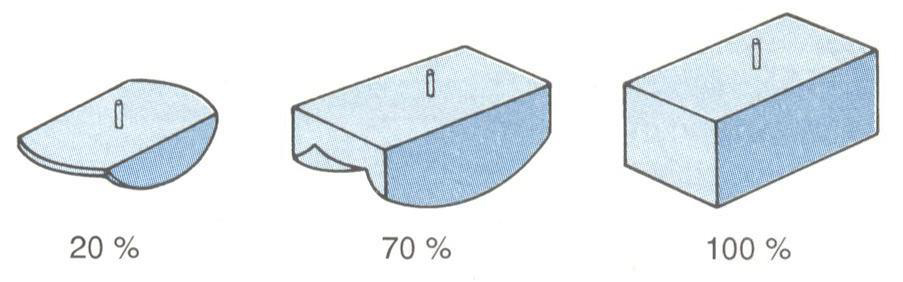
Μια κατάσταση κατά την οποία η κοιλότητα δεν πληρώνεται εντελώς με πολυμερές. Ελλιπής πλήρωση προκύπτει συνήθως από χαμηλή πίεση έγχυσης, έλλειψη επαρκούς εξαέρωσης, ή λανθασμένο σχεδιασμό καλουπιών και παραγωγής (εικ. 22).
Ο όγκος εμβολισμού είναι το μέγεθος που περιγράφει τη δυνατότητα μιας μηχανής έγχυσης, και ταυτοχρόνως ο απαραίτητος όγκος υλικού για την πλήρωση συγκεκριμένου καλουπιού. Μετριέται σε κυβικά εκατοστά (cm3).
Συστολή ενός εξαρτήματος κατά την φάση της ψύξης. Υπολογίζεται σαν διαφορά μεταξύ των διαστάσεων της κοιλότητας και του αντικειμένου και εκφράζεται ως ποσοστό επί τοις εκατό (%).
Καλούπι με μια μόνο κοιλότητα. Σε αντίθεση με τα καλούπια πολλαπλών κοιλοτήτων, καλούπια μίας κοιλότητας παράγουν ένα αντικείμενο ανά κύκλο λειτουργίας.
Τοπική επιφανειακή ατέλεια που εμφανίζεται σε προϊόντα χύτευσης με παχύτερα τμήματα, ή σε σημεία αλλαγής διατομής, ή πάνω από νευρώσεις, προεξοχές και καμπυλώσεις.
Μια ένδειξη για το πώς τα μόρια ή οι ίνες θα προσανατολιστούν. Ο επιφανειακός προσανατολισμός καθορίζεται από την κατεύθυνση του διανύσματος της ταχύτητας, όταν το μέτωπο του λιωμένου υλικού φθάνει σε μια δεδομένη θέση. Χρήσιμος για την εκτίμηση των μηχανικών ιδιοτήτων ενός αντικειμένου, ο επιφανειακός προσανατολισμός γενικά αντιπροσωπεύει την «κατεύθυνση της αντοχής». Η συστολή ενός αντικειμένου εξαρτάται επίσης από τον επιφανειακό προσανατολισμό. Τα πολυμερή χωρίς πρόσθετα «μαζεύουν» στην κατεύθυνση ροής, ενώ τα πολυμερή με πρόσθετα «μαζεύουν» εγκάρσια στη ροή.
Μια αδιέξοδη επέκταση ενός καναλιού μετά από διακλάδωση. Η κοιλότητα υπερχείλισης στο τέλος του καναλιού στόχο έχει την συλλογή του κρύου υλικού που παραμένει στο ακροφύσιο από τον προηγούμενο κύκλο λειτουργίας.
Specific heat capacity (Cp)
Το ποσό ενέργειας που χρειάζεται για να αυξηθεί (ή να μειωθεί) η θερμοκρασία ενός υλικού κατά ένα βαθμό. Στο σύστημα SI, ειδική θερμοχωρητικότητα είναι η θερμότητα που απαιτείται για να αυξηθεί ένα χιλιόγραμμο του υλικού κατά ένα βαθμό Kelvin.
Ένα εξάρτημα του καλουπιού με κωνική οπή, που συνδέει το κανάλι τροφοδοσίας με το ακροφύσιο της μηχανής, ή αλλιώς η μπουκαδούρα (εικ. 23).

Η μεγάλη πλάκα στερέωσης μιας μηχανής έγχυσης στην οποία το σταθερό μισό του καλουπιού ασφαλίζεται κατά τη διάρκεια της λειτουργίας. Η σταθερή πλάκα στερέωσης (ή σταθερό «πλατό» όπως αλλιώς ονομάζεται) δεν κινείται κατά τη διάρκεια λειτουργίας της πρέσας. Στη μεριά της σταθερής πλάκας στερέωσης βρίσκεται ο «φούρνος» της πρέσας.
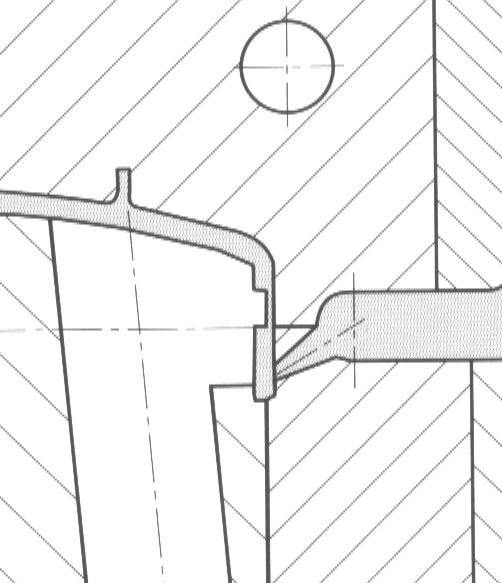
Ένας τύπος πύλης της οποίας το άνοιγμα προς την κοιλότητα βρίσκεται κάτω από την επιφάνεια διαχωρισμού, σε αντιδιαστολή με τις συμβατικές πύλές όπου το άνοιγμα είναι τοποθετημένο πάνω στην επιφάνεια του καλουπιού. Στην υποβρύχια πύλη ή ένεση (εικ. 24) το αντικείμενο αποκόπτεται αυτόματα από το σύστημα τροφοδοσίας κατά την έξοδο του από το καλούπι.
Η φόρτιση στην οποία αντέχει ένα δείγμα πριν σπάσει ονομάζεται αντοχή εφελκυσμού.
Thermal conductivity
Το ποσό ενέργειας που μπορεί να περάσει μέσω ενός υλικού ανά μονάδα χρόνου ονομάζεται θερμική αγωγιμότητα.
Η μεταβολή στο μήκος (ή στον όγκο, αν διευκρινίζεται) ενός υλικού για αλλαγή θερμοκρασίας κατά ένα βαθμό οC, καλείται θερμική διαστολή.
Μια διαδικασία μορφοποίησης κατά την οποία ένα φύλλο θερμοπλαστικού υλικού θερμαίνεται και διογκώνεται σε μια κοιλότητα στην επιθυμητή μορφή. Η θερμοδιαμόρφωση συντελείται λόγω της εφαρμογής πίεσης σε μια πλευρά του φύλλου, ή υποπίεσης (κενού) στην άλλη πλευρά.
Θερμοπλαστικό: ένα υλικό ικανό να μαλακώνει με τη θέρμανση και να σκληραίνει με την ψύξη επανειλημμένα.
Θερμοσκληρυνόμενο: ένα υλικό που θα υποβληθεί ή έχει υποβληθεί σε χημική αντίδραση υπό τη δράση θερμότητας, καταλυτών, υπεριώδους ακτινοβολίας, κ.λ.π., οδηγούμενο σε μία κατάσταση μόνιμης σκλήρυνσης (εικ.25).

Μια μέθοδος μορφοποίησης θερμοσκληρυνόμενων υλικών, στην οποία το υλικό αρχικά μαλακώνει με θερμότητα και πίεση σε ένα θάλαμο μεταφοράς, και κατόπιν ωθείται υπό υψηλή πίεση μέσω καταλλήλου κυκλώματος τροφοδοσίας μέσα σ’ ένα κλειστό καλούπι για την τελική διαμόρφωση.
Στη μέθοδο μορφοποίησης με μεταφορά, o θάλαμος για τη θέρμανση του προπλάσματος ή της σκόνης, πριν από τη συμπίεση και προώθηση στις κοιλότητες.
Η θερμοκρασία κάτω από την οποία το πολυμερές υλικό θεωρείται στερεοποιημένο.
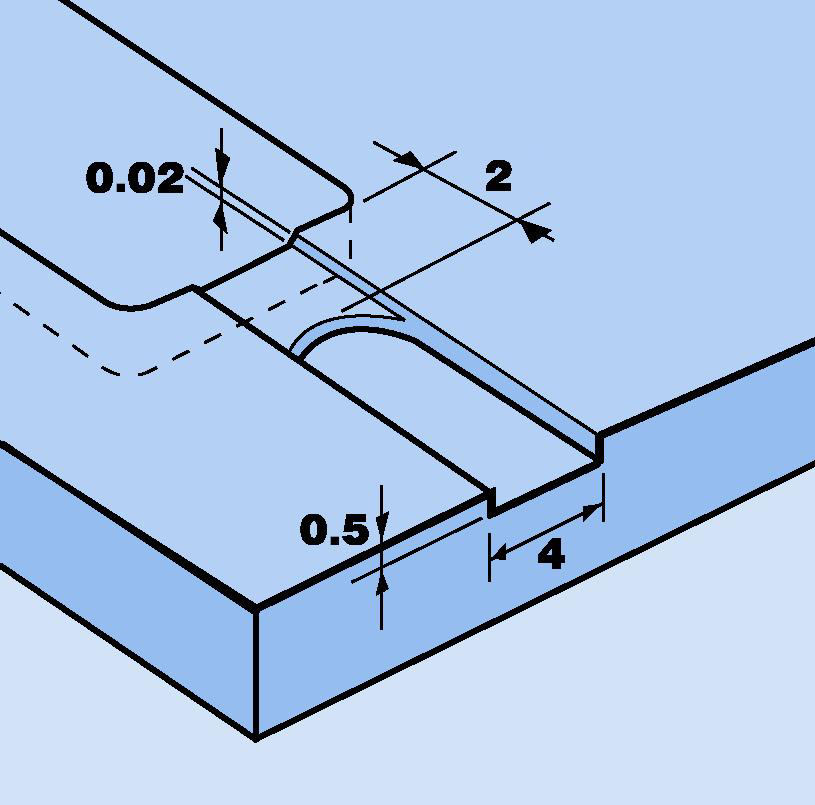
Στα καλούπια έγχυσης, ένα ρηχό αυλάκι ή μια πολύ μικρή οπή στην κοιλότητα η οποία επιτρέπει στον αέρα να διαφύγει καθώς εισάγεται το λειωμένο υλικό (εικ.26). Η σωστή εξαέρωση παίζει σημαντικό ρόλο στην πλήρωση της κοιλότητας.
Εσωτερική τριβή ή αντίσταση κατά τη ροή ενός υγρού. Το ιξώδες όπως ονομάζεται, είναι η σταθερή αναλογία της διατμητικής τάσης προς το ρυθμό διάτμησης.
Μια ποιοτική ένδειξη της πιθανής γραμμικής συστολής. Εάν το υλικό «μαζεύει» ισοτροπικά, η γραμμική συστολή θα είναι περίπου το ένα τρίτο της ογκομετρικής συστολής. Η ανομοιόμορφη ογκομετρική συστολή στο αντικείμενο είναι μια ένδειξη πιθανής στρέβλωσης.
Διαστατική στρέβλωση σε ένα πλαστικό αντικείμενο μετά από τη χύτευση.
Διατμητικές τάσεις στα τοιχώματα του καλουπιού ανά μονάδα επιφανείας. Είναι ανάλογη με την διαβάθμιση πίεσης σε κάθε θέση. Η διατμητική τάση είναι μηδέν στο μέσον του πάχους του αντικειμένου (ή του καναλιού διανομής), και αυξάνεται γραμμικά καθώς κινούμαστε προς τα τοιχώματα του καλουπιού.
Μια γραμμή (ίχνος) που σχηματίζεται όταν συναντιούνται διαφορετικά μέτωπα λιωμένου υλικού που ταξιδεύουν σε αντίθετες κατευθύνσεις και δεν συντήκονται εντελώς. Η γραμμή συγκόλλησης (ραφή) μπορεί να έχει ιδιότητες διαφορετικές από το παρακείμενο υλικό και είναι συχνά ορατή ως γρατσουνιά πάνω στο αντικείμενο.
Η διάσταση ή το ποσοστό κατά το οποίο το καλούπι είναι μεγαλύτερο από την επιθυμητή διάσταση αντικειμένου, ώστε να αντισταθμίσει τη γραμμική συστολή.
Βιβλιογραφία
Εικ. 16: Γραμμή διαχωρισμού
Εικ. 17: Πλάκες στερέωσης μιας μηχανής έγχυσης
Εικ. 18: Προ-μορφοποιημένα αντικείμενα
Εικ. 19: Ατέρμονας κοχλίας μηχανής έγχυσης
Εικ. 20: Νεύρα ενίσχυσης ακαμψίας σε πλαστικό αντικείμενο
Εικ. 21: Δίαυλοι διανομής θερμοπλαστικού υλικού
Εικ. 22: Ελλιπής πλήρωση τεμαχίου κατά την έγχυση
Εικ. 23: Μπουκαδούρα έγχυσης
Εικ. 24: Υποβρύχια πύλη
Εικ. 25: Εξαρτήματα οικιακής χρήσης από θερμοσκληρυνόμενο υλικό
Εικ. 26: Αυλάκι εξαέρωσης καλουπιού